轮廓度手动无法计算。
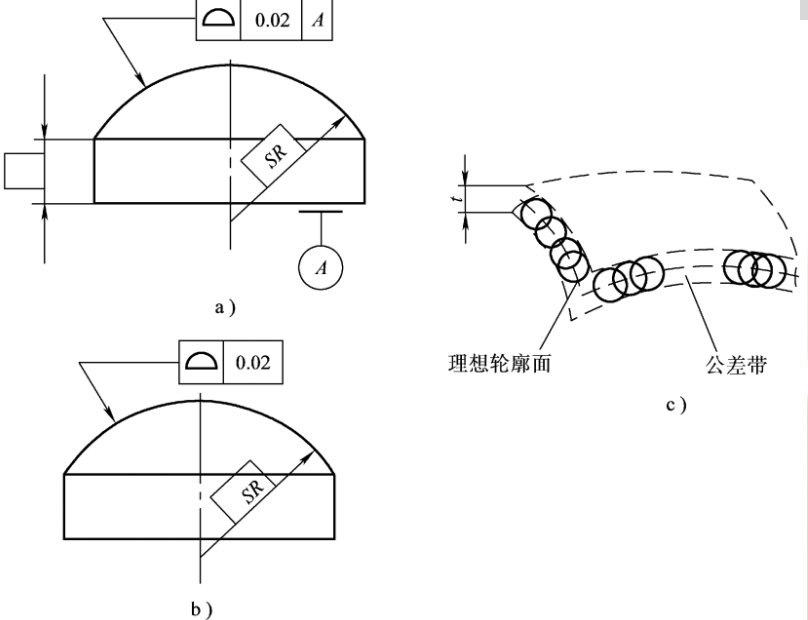
轮廓度是一种较难定义的几何要素,它不像一般规则几何要素那样,能用少量的参数给出精确定义,所以自由曲面加工精度的检验也变得较为复杂,主要表现在无法直接利用被测曲面本身作为测量基准,从而使测量结果中包含由于测量坐标系与设计坐标系不重合而造成的系统性误差。
扩展资料:
线轮廓度传统误差检测方法:
传统的面轮廓度测量误差的测量方法包括仿形装置测量、截面轮廓样板测量、光学跟踪轮廓测量仪测量以及三坐标测量装置测量等。前3种测量方法要求做出理论轮廓样板后才能测量。由于理论轮廓样板制作非常困难,因此该测量方法适合于一种零件大批量生产过程中的检验。
而采用三坐标测量装置进行测量时无需轮廓样板,只需要零运野件的CAD数学模型(零件的三维设计图形),因此该测量方法可应用于任何场合且测量数据可靠。目前,用来采集物体表面三维坐标的测量设备和方法多种多样,其原理也各不相同。
根据测量测头是否和零件表面接触可分为接触式与非接触式两类。接触测量法以三坐标测量隐备为典型代表。三坐标测量机的测量精度高,对环境(如:温度、湿度、防振等)要求也高。由于测量时测头在工件上要逐点测量,所以测量速度较慢。
另外还要求被测零件的材质不能太软、尺寸不宜过大且不易变形。非接触测量法以结构光法为典型代表。该测量方法一次获取物体表面的数据(点坐标)多,测量范围大,对被测量物体的材质没有要求,特别适合于面积大且易变形的覆盖件类零件的测量。
参考资料来源:百度百科-轮廓度
参灶悄毁考资料来源:百度百科-线轮廓度
标签:计算方法,请教,轮廓
版权声明:文章由 问百书 整理收集,来源于互联网或者用户投稿,如有侵权,请联系我们,我们会立即处理。如转载请保留本文链接:https://www.wenbaishu.com/answer/75722.html